
Full Plant Details of Lithium Battery Recycling
With the rapid growth of electric vehicles (EVs), energy storage systems, and consumer electronics, the number of discarded lithium batteries is increasing dramatically. A modern lithium battery recycling plant can recover valuable metals such as lithium, cobalt, nickel, copper, aluminum, and graphite while reducing environmental pollution. Understanding battery sources, recyclable materials, plant equipment, investment costs, and return on investment is essential for investors planning to enter this fast-growing industry.
Sources and Classification of Lithium Batteries
Lithium batteries come from various industries and can be classified into several categories:
1. EV Lithium Batteries
- Electric cars
- Electric buses
- Electric trucks
- Hybrid vehicles
2. Consumer Electronics Batteries
- Mobile phones
- Laptops
- Tablets
- Power banks
3. Energy Storage Batteries
- Solar energy storage systems
- Industrial backup power systems
- Residential energy storage units
Common Battery Chemistries
- LFP (Lithium Iron Phosphate)
- NMC (Nickel Manganese Cobalt)
- NCA (Nickel Cobalt Aluminum)
- LCO (Lithium Cobalt Oxide)
Among these, NMC and NCA batteries generally provide the highest recycling value due to their cobalt and nickel content.
Recyclable Materials and Their Market Value
A lithium battery recycling plant can recover multiple valuable materials:
| Material | Typical Recovery Rate | Market Value |
|---|---|---|
| Copper | 95%-99% | High |
| Aluminum | 95%-98% | Medium |
| Nickel | 90%-98% | High |
| Cobalt | 90%-98% | Very High |
| Lithium | 80%-95% | High |
| Graphite | 70%-90% | Medium |
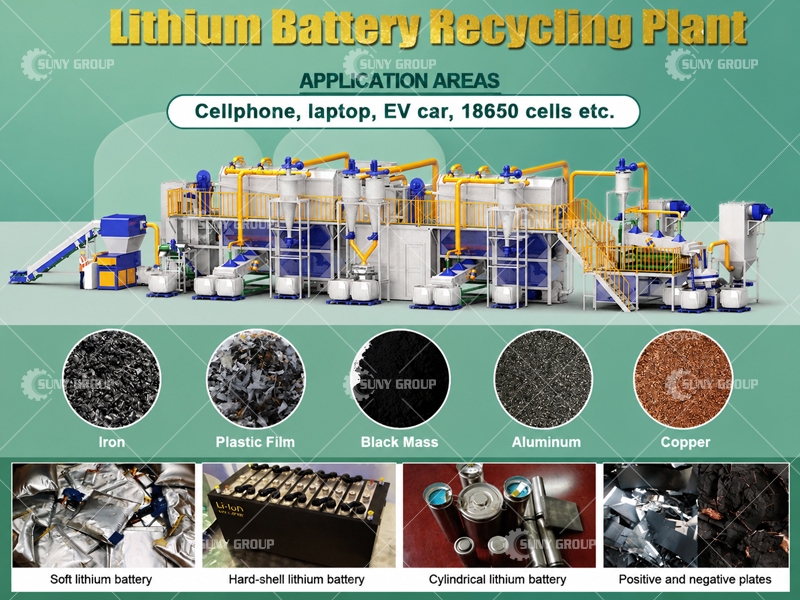
Main Output Products
After recycling, the plant typically produces:
- Black mass (contains lithium, cobalt, nickel, manganese)
- Copper granules
- Aluminum granules
- Steel fractions
- Plastic materials
- Electrolyte residues
The black mass is usually the most valuable product and can account for more than 70% of total revenue.
Full Plant Equipment Configuration
A complete lithium battery recycling plant generally consists of the following systems:
1. Battery Discharging System
Purpose:
- Remove residual electricity
- Improve operational safety
- Prevent fire and explosion risks
Equipment:
- Saltwater discharge tanks
- Intelligent discharge cabinets
2. Battery Dismantling Line
Purpose:
- Separate battery packs and modules
Equipment:
- Automatic pack dismantling machine
- Module dismantling station
- Conveyor system
3. Crushing and Shredding System
Purpose:
- Reduce battery size for material liberation
Equipment:
- Double-shaft shredder
- Hammer crusher
- Fine crusher
4. Thermal Treatment System
Purpose:
- Remove binder and electrolyte
- Improve material separation efficiency
Equipment:
- Pyrolysis furnace
- Rotary kiln
- Off-gas treatment system
5. Material Separation System
Purpose:
- Recover different metal fractions
Equipment:
- Magnetic separator
- Air separator
- Vibrating screen
- Eddy current separator
- Gravity separator
6. Black Mass Recovery System
Purpose:
- Collect high-value battery powder
Equipment:
- Pulse dust collector
- Cyclone separator
- Negative pressure collection system
7. Hydrometallurgical Refining System (Optional)
Purpose:
- Extract lithium, cobalt, nickel, and manganese
Equipment:
- Leaching reactors
- Filtration units
- Extraction tanks
- Crystallization systems
Estimated Investment Cost
Investment depends on capacity and automation level.
Small Plant (1-2 Tons/Hour)
- Land and building: $100,000-$300,000
- Recycling equipment: $300,000-$800,000
- Environmental system: $50,000-$150,000
- Working capital: $100,000-$200,000
Total Investment: $550,000-$1.45 Million
Medium Plant (3-5 Tons/Hour)
- Equipment line: $1.5-$3 Million
- Factory construction: $300,000-$800,000
- Environmental treatment: $200,000-$500,000
Total Investment: $2-$4.5 Million
Large Industrial Plant (10+ Tons/Hour)
Total Investment: $5-$15 Million or more
Factors Affecting Profitability
Several factors influence the profitability of a lithium battery recycling plant:
- Battery feedstock quality
- Cobalt and nickel market prices
- Recovery efficiency
- Labor costs
- Electricity consumption
- Environmental compliance costs
- Automation level
Plants processing high-cobalt NMC batteries usually achieve the highest profit margins.
ROI and Payback Period
Typical industry performance:
Gross Profit Margin
- 20%–45%
Annual ROI
- 25%–60%
Payback Period
- Small plants: 1.5–3 years
- Medium plants: 2–4 years
- Large plants: 3–5 years
A well-managed plant with stable battery supply and efficient black mass recovery can often recover its investment within approximately 2–3 years.
Modern lithium battery recycling plant is a highly promising investment as global EV adoption continues to expand. By recovering valuable metals such as lithium, cobalt, nickel, copper, and aluminum, investors can create a profitable and environmentally sustainable business. A complete recycling facility typically includes discharging, dismantling, shredding, pyrolysis, material separation, and hydrometallurgical refining systems. Depending on capacity, investment ranges from several hundred thousand dollars to over $10 million, while annual ROI can reach 25%-60%, making lithium battery recycling one of the fastest-growing sectors in the circular economy industry.