
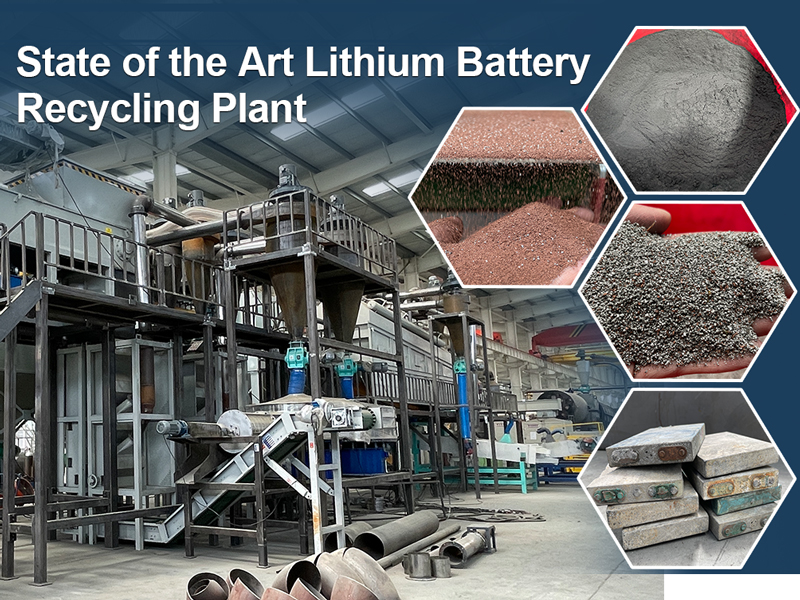
Battery Recycle Plant Machinery
With the rapid growth of electric vehicles and electronic devices, the demand for battery recycle plant machinery is increasing worldwide. Waste batteries contain hazardous substances but also valuable metals, making recycling both an environmental necessity and a profitable opportunity. Modern recycling plants use advanced machinery to ensure efficient material recovery and sustainable development.
The Importance of Battery Recycling
Battery recycling plays a critical role in environmental protection and resource conservation. Improper disposal can lead to soil and water contamination due to toxic chemicals.
Key benefits include:
- Reducing environmental pollution and hazardous waste
- Conserving natural resources such as lithium, cobalt, and nickel
- Lowering dependence on mining activities
- Supporting the circular economy and green energy industry
Battery Classification
Battery recycle plant machinery is designed to process various types of batteries. Understanding battery categories helps optimize recycling solutions.
Main types of batteries:
- Lithium-ion batteries – Used in EVs, smartphones, and laptops
- Lead-acid batteries – Common in automotive and backup power systems
- Nickel-cadmium (Ni-Cd) batteries – Used in industrial equipment
- Nickel-metal hydride (Ni-MH) batteries – Found in hybrid vehicles
Each type requires specific recycling techniques due to differences in chemical composition.
Battery Recycling Solutions and Machinery
Modern battery recycling plants integrate multiple processes and equipment to achieve high recovery rates.
1. Mechanical Recycling Solution
This involves physical processing using battery recycle plant machinery such as shredders, crushers, and separators.
Process steps:
- Feeding and discharging
- Shredding and crushing
- Magnetic and air separation
Advantages:
- Simple operation and lower investment
- High automation and safety
- Suitable for large-scale processing
2. Hydrometallurgical Recycling Solution
This method uses chemical solutions to extract metals from battery materials.
Advantages:
- High recovery rate of valuable metals
- Precise extraction of lithium, cobalt, and nickel
- Lower energy consumption compared to thermal methods
3. Pyrometallurgical Recycling Solution
This involves high-temperature smelting to recover metals.
Advantages:
- Handles mixed battery waste
- Stable and mature technology
- Efficient for large industrial operations
Recovered Materials and Their Applications
Battery recycling produces a wide range of reusable materials:
- Lithium – Reused in new lithium-ion batteries
- Cobalt & Nickel – Essential for energy storage systems
- Copper & Aluminum – Used in electrical wiring and manufacturing
- Graphite – Applied in battery anodes and industrial products
- Plastics – Recycled into new plastic goods
Economic Value of Battery Recycling
Investing in battery recycle plant machinery offers significant economic benefits:
- High market demand for recycled battery materials
- Reduced raw material costs for manufacturers
- Government incentives for environmental projects
- Strong ROI due to valuable metal recovery
Additionally, the global shift toward renewable energy and electric mobility further increases the profitability of battery recycling plants.
Battery recycle plant machinery is essential for modern waste management and sustainable resource utilization. By combining mechanical, hydrometallurgical, and pyrometallurgical solutions, recycling plants can efficiently recover valuable materials while minimizing environmental impact. As battery usage continues to grow, investing in advanced recycling technology will remain a key driver of both environmental protection and economic success.